關于興千田
興千田致力于客戶終身價值實現,針對企業不同成長階段管理需求,從研發、應用、人才、服務等多重維度提供一站式服務支撐。
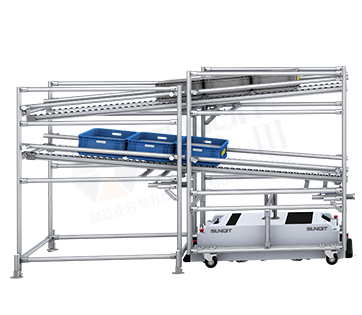
傳統布局結構沒有考慮到生產制造過程中的工藝路線的緊密程度和生產組織過程中的流動要求,嚴重制約著企業精益物流的運行和精益制造模式的建立,對企業生產制造現場的管理帶來了很大的難度。現場混亂不堪、物流資源耗費巨大、場地擁擠無序等現象嚴重阻礙了“單件流”的實現,整個制造周期由于傳統的布局結構而無法得到有效改善。企業可以用“單件流”的思想實現企業現場精益布局來克服企業制造過程中所面對的問題。興千田精益改善機構和大家詳細介紹下。
一、什么是精益工廠布局
精益布局是以現狀布局為基礎, 通過消除人、機、料、法、環各個環節上的浪費,來實現5者最佳結合的布局,并建立實現生產系統有效管理的系統方法。
二、精益布局規劃的目的
1、降低生產周期時間,快速響應客戶
2、降低庫存、消除搬運、有效減少浪費
3、提高設備整體產出能力
4、提高空間利用率
5、減少作業量
6、改善作業環境
三、未經過精益布局規劃的企業工廠布局存在什么問題
1、損耗浪費嚴重
據不完全統計,90%以上的企業在新工廠建設時期,由于對企業發展戰略和產能規劃預想不足,整體物流規劃、設備調試和安裝、周轉期周轉量、產線布局及過程設計等因素考慮不完善,有什么擺什么。因為設計不合理,導致新工廠在投產后出現產距長、設備不足或利用率低、工序不平衡等浪費,企業就這樣年復一年,日復一日在這種消耗中生產,這種慢性損耗核算起來,比任何八大浪費都要觸目驚心。
2、新廠沒有新面貌
新工廠,設計者只是關注性能是否符合要求,未考慮和關注設備環境的配色和搭配,建成后灰暗陰沉,毫無生氣,員工在里面不要說朝氣蓬勃,簡直要得抑郁癥。有的工廠就是偏愛藍色,企業LOGO是藍色,設備是藍色,貨架和工具柜也是藍色,好不容易刷個通道吧,因為只有藍色油漆,也刷成了藍色!全公司在一片藍灰里面,冷冷清清,怎么會有溫馨明朗的氛圍?
3、舊廠復制,沒有競爭優勢
很多新工廠只是舊廠的翻版,沒有考慮舊廠的一些不合理,采用新的技術或者新的裝備去解決問題,效率效益沒有提升。
四、精益工廠布局規劃的優勢在哪里
1、對產品品種的變換有較強的適應性;
2、由于同類設備集中在一起,便于充分利用生產設備和生產面積;
3、減少重復添置設備,設備費用和維修費用較低;
4、遇到設備故障、材料或人員不足時,生產不致于中斷;
5、便于工藝管理,有利于員工技術水平的提高;
6、可以縮短產品的加工路線,節約收發時間和人力;
7、可以減少產品的在運和停放時間,縮短生產周期,減少在制品和流動資金占用。
五、工廠布局規劃的開展步驟應該如何
1、基本狀況把握:了解企業發展的基本狀況和行業市場預測分析。
2、解讀企業文化:解讀企業文化,調閱企業視覺形象識別文件等文件。
3、價值流分析:進行工廠價值流分析(信息流、物流、工藝流程)。
4、繪制流程資源關系矩陣:識別流程和資源匹配關鍵點,重點控制。
5、產能規劃:了解產能需求和客戶需求節拍,平衡設備和人員能力。
6、確定主體布局規劃。
7、規劃設計說明:提供和布局規劃設計總攬圖、設備統計、面積、人員配置、工裝夾具等資料,并作說明。
8、模擬和改善:采用三維軟件或者模型、沙盤進行物流、搬運測試,不斷完善布局規劃設計內容。
9、規劃執行訓練:新工廠搬遷,根據規劃實施訓練和說明,確保方案的落實和執行。
10、搬遷后跟進:新工廠投產順利后,對規劃進行跟進和回訪,了解不完善點,提出改善建議。
六、新工廠布局應該遵循怎樣的原則
精益布局過程中需要考慮的原則:

七、如何系統布置設計程序模式
精益工廠布局過程程序:

P(產品或材料或服務)
指規劃設計的對象所生產的商品、原材料、加工零件和成品或提供服務的項目。
Q(數量或產量)
指所生產、供應或使用的商品量或服務的工作量。
產品產量分析需結合公司戰略發展的長期目標,制定符合公司發展目標的產品產量的廠房面積規劃。
R(生產路線或工藝過程)
這一要素是工藝過程設計的成果,可用設備表、工藝路線卡、工藝過程圖等表示。
S(輔助服務部門)
指公用、輔助、服務部門,包括工具、維修、動力、模具、更衣室、休息室、食堂、廁所等,由有關專業人員提供。
T(時間或時間安排)
指在什么時候,用多長時間生產出產品,包括各工序的操作時間、更換批量的次數。
八、如何進行物流設計
無論是新工廠布局還是老工廠搬遷布局,必然需要考慮物流對布局的要求,因此,在布局過程中考慮如何有效設計物流系統顯得尤為重要。物流系統是由運輸、儲存、裝卸搬運、包裝、流通加工和物流信息等環節組成的。物流的效益并不是它們的效益簡單相加的結果,它們是相互影響、相互制約的,是統一的物流體系鎖鏈中的一環。
物流系統是指在一定時間、空間里,對其所從事的物流事務和過程作為一個整體來處理,用系統的觀點、系統工程的理論和方法進行分析研究,以實現其空間和時間的經濟效益。
九、物料搬運系統分析方法(SHA)
系統物流的設計程序:

物料分析
在選擇搬運方法時,最有影響的因素通常是所需要搬運的物料。因此要弄清物料的類別、物料的主要特征以及物料的實際最小單元或運輸單元。
各項移動分析
在分析各項移動時,需要掌握物料(物料分類)、路線(長度、起點和終點)與物流(物流量、物流條件)等資料。
分析各項移動的方法有兩種:
1、流程分析法:這種方法每一次只觀察一類產品或物料,并跟蹤它沿整個生產過程收集資料。必要時,對從原料庫到成品庫的全過程進行跟蹤,編制流程圖表。
2、起迄點分析法:這種方法有兩種不同做法,一是通過觀察每次移動的起迤點收集資料,每次分析一條路線;另一種做法是對一個區域進行觀察,收集運進運出這個區域的一切物料的有關資料,編制物料進出表。
各項移動的圖表化
圖表化是數據處理的一種方法,它把對各項移動的分析結果和區域布置兩部分綜合起來,用一些規定的特殊符號制成圖表,能清楚地表示出所需要設計搬運系統的情況。因此各項移動的圖表化是SHA程序模式中的一個重要步驟。
在布置圖上繪制的物流圖和座標指示圖是SHA使用的兩種基本的實現各項移動的圖表。

在布置圖上繪制的物流圖
它是畫在實際的布置圖上,圖上標出了準確的位置,所以能夠表明每線路的距離和物流方向,可用作選擇搬運方法的依據。
興千田專注精益線體規劃13年,已經為多個世界500強企業改善精益生產線,有興趣的朋友可以咨詢:134-2511-4987.


精益是東方的思維方式,講究從宏觀的角度出發,整體實施來解決問題,是一種類比法。
詳細了解
MES的定位,是處于計劃層和現場自動化系統之間的執行層,主要負責車間生產管理和調度執行。
詳細了解
生產管理的專家團隊直接深入到工廠,調查分析,為提高生產效率提出合理的建議。
詳細了解
從精益的視角對企業的人力資源實現精細化和準確化管理,最大限度地減少人力資源浪費!
詳細了解
制造改善案例

LCIA視頻
抖音碼